Case Studies
It’s a Wrap Thanks to a Pick-and-Place Robotic Vision System
Matrox Design Assistant X vision software 3D camera interfacing and analysis with recipes speeds up application development
KINE sought to develop the vision system around Matrox Design Assistant X software and a Basler Blaze 101 3D Time-of-Flight (ToF) camera as the sensor. The ToF camera was selected as it eliminated the need for separate lighting, and reduced concerns about contrast and reflections. “We really liked how smoothly the 3D ToF camera integrated with Matrox Design Assistant X software,” confirms KINE’s project manager, Tero Urponen. “In other projects, we have had multi-camera systems that can get a bit cumbersome, whereas in this case, it was very nice to have one system to control everything instead of having to program each camera separately.” Helping KINE through their development and acquisition process was OEM Finland Oy, trusted distribution partner of Matrox Imaging. A member of the one of the largest vendors of industrial components in northern Europe, OEM Finland Oy provides an exceptionally broad range of industrial automation solutions and electromechanical experience to machine and systems builders.

Rising to the challenge
Expressly designed to require no operator interaction, the vision system is located directly atop the incoming product conveyor, just before the robot working area, and functions completely autonomously.


Stationed near the operator on the production line, the main user interface provides an overview of the whole system. From here, the operator can control the whole production cell, defining and adjusting speed and timing. The operator can likewise access the Operator View of the deployed Matrox Design Assistant X project from this station.
Proofing the system
Through use of the ToF camera and vision software, KINE saw a reduction in the overall costs related to machine vision by 75%, compared to compared to traditional camera and lighting options. “Typically,” Urponen notes, “there is a lot of trial and error with lights and camera settings to get proper contrasts for object detection. The ToF camera requires no external lights, and the 3D information it supplies to the IDE is superior to any traditional color/contrast-based detection technology.”

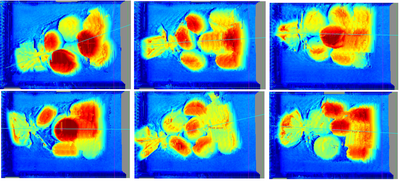
The rolls inside the plastic bag are randomly arranged, making it difficult, if not impossible, to determine the correct pick height based on depth-map information as there is no single flat surface. Use of a recipe-based solution with Matrox Design Assistant X ensures consistent reliability for the pick-and-place vision system.
Conclusion
For more information contact Media Relations.